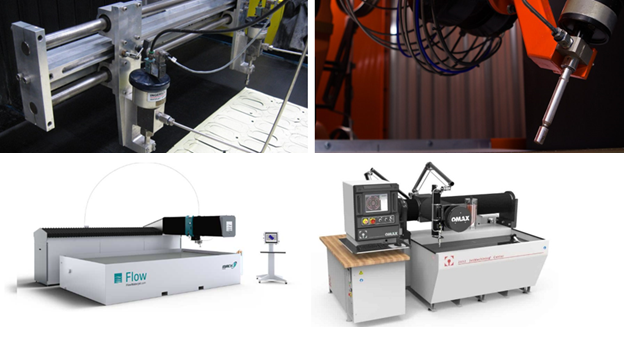
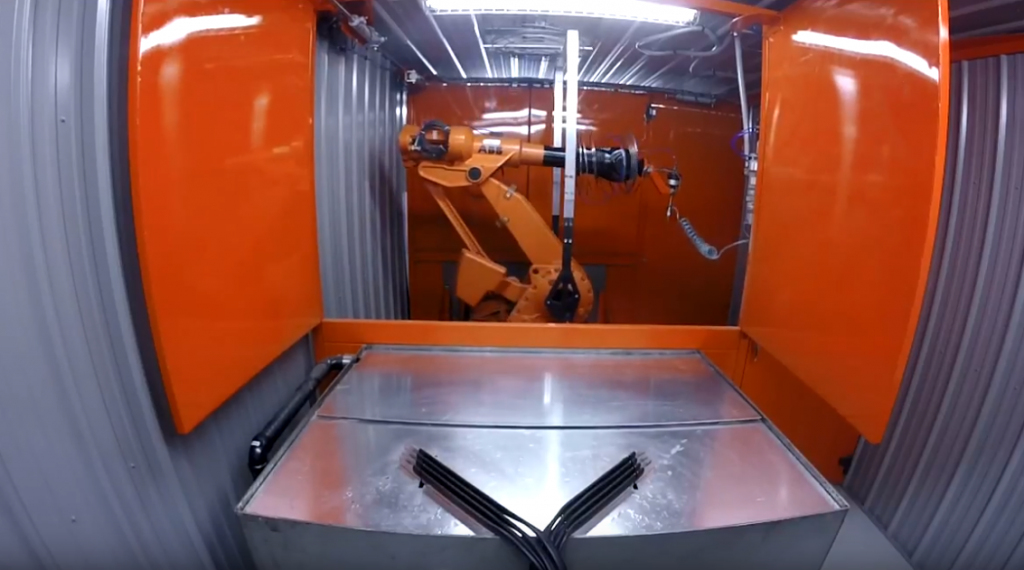
Waterjet cutting uses a highly pressurized stream of water to convert materials and fabricate parts. The equipment is computer-controlled and includes both gantry-style tables and multi-axis robots.
There are two main types of waterjet cutting.
- Pure waterjet cutting is used with softer and thinner materials. The highly-pressurized stream of water does not contain an abrasive material.
- Abrasive waterjet cutting is used with harder and thicker materials. The stream of water includes garnet abrasive for additional cutting power.
Water Jet Cutting at Elasto Proxy
Elasto Proxy offers both types of water jet cutting and has several gantry-style tables and a six-axis robot. We perform pure water jet cutting in Simpsonville, South Carolina (USA), and offer both pure water jet cutting and abrasive water jet cutting at our headquarters near Montreal, Quebec, Canada.
The table below shows some of the materials that Elasto Proxy can cut for you.
Acoustic Foams | Brass and Copper | Kevlar | Steel |
Aluminum | Carbon Fiber | Plastic | Thermal Foams |
Ballistic Glass | Fiberglass | Rubber | Titanium |
Ballistic Steel | Garlock® | Stainless Steel | Challenge Us! |
Contact Elasto Proxy for a quote or keep reading to learn more about water jet cutting.
Advantages of Waterjet Cutting
Waterjet cutting offers the following advantages.
- There isn’t any tooling to wait for or pay for. That makes it a cost-effective choice for projects ranging from iterative prototypes to low-to-medium volume production. Plus, the setup times are shorter because there’s no clamping or fixtures.
- Water jet cutting produces fast cuts, smooth joints, clean edges, chamfers, angles, and perfect 90° corners. One of our machines can make cuts as small as 1/2” x 1/2” (12.7 mm x 12.7 mm) and with holes that have diameters as small as 0.01” (0.254 mm).
- Water jet cutting is a form of digital manufacturing that combines speed and precision. Your computer-aided design (CAD) file is used to create a computer-aided manufacturing (CAM) file that controls the equipment.
How Waterjet Cutting Works
Water jet cutting is a multi-step process.
- First, a pump generates water pressures that are measured in tens of thousands of pounds per square inch (PSI).
- Next, this pressure is converted into velocity.
- Water then travels into the cutting head and through a jewel orifice that restricts the flow of this high-pressure fluid.
There’s no tooling to configure, but it’s important to use the right PSI for the specific cutting process.
- With pure water jet cutting, pressures range between 20,000 and 60,000 PSI. That’s a wide range, but the proper pressure depends on the fragility of the material that’s being cut.
- With abrasive water jet cutting, the pressure isn’t so material dependent. Generally, it’s 60,000 PSI.

Pure Waterjet Cutting
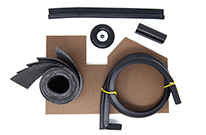
Pure water jet cutting is used mainly to convert softer, thinner materials like rubber and plastic sheets. It’s also used to cut rubber and plastic extrusions, lengths of material that are forced through a shaped die under high pressure and that have a fixed cross-dimensional section.
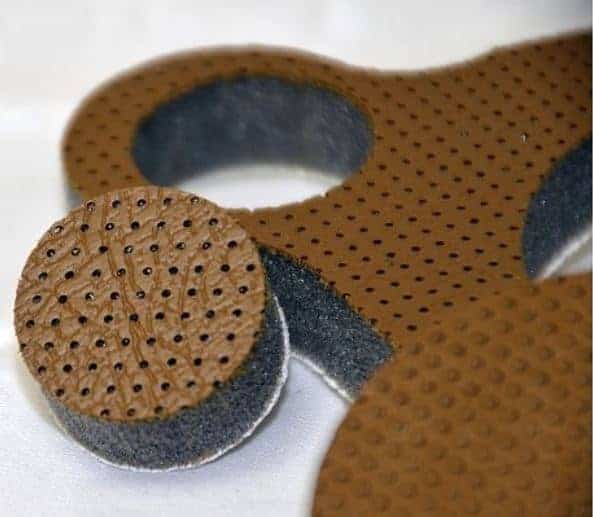
Thermal and acoustic foams support pure waterjet cutting, and so do thin metal foils and industrial fabrics. That’s important since foils and fabrics can be laminated to insulating rubber materials to create products like engine bay insulation.
Abrasive Waterjet Cutting
Abrasive water jet cutting is used with harder metals such as steel, stainless steel, and titanium. Applications include ballistic panels for military vehicles, titanium parts for airplanes, and dies made of tool steel.
Abrasive waterjet cutting is also used with softer metals like aluminum and with composites, ballistic glass, and Kevlar. Rubber products that contain metal inserts and thicker, softer elastomers also use abrasive waterjet cutting instead of pure waterjet cutting.

Water Jet Cutting vs. Other Processes
Compared to other types of cutting operations, water jet cutting has distinct advantages.
- Guillotine cutting for rubber profiles with metal inserts can deform the rubber and produce cuts with inconsistent quality.
- Die cutting can put pressure on a rubber profile and cause edge distortions, especially with softer elastomers.
- Laser cutting for metal parts can create heat-effected zones and cause material hardening.
- CNC cutting requires tooling and may also distort the workpiece.
Other cutting processes have their advantages, of course, but both pure waterjet cutting and abrasive waterjet cutting can produce high-quality parts quickly and cost-effectively. Contact Elasto Proxy for a quote or to discuss your application.