Gasket fabrication is the process of converting materials that provide sealing and insulation into products that fill the gaps between adjacent surfaces, such as a door and doorframe. Typically, gaskets are installed between two surfaces to prevent the entry or escape of fluids such as air or water. Gasketing can also reduce noise and vibration. To provide mechanical sealing, most gaskets are compressed by a percentage of their original size.
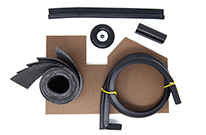
Elasto Proxy fabricates gaskets from compressible materials that we buy as sheets, rolls, and extrusions. Examples include EPDM and silicone rubber, thermoplastic elastomers (TPE), and polyvinyl chloride (PVC) plastic. Because we’re also a distributor, Elasto Proxy stocks these and other gasketing materials at our warehouses in North America and Europe. Gasket fabrication then occurs at our Montreal-area headquarters or our Simpsonville, South Carolina (USA) facility.

Fabrication is different than manufacturing, so it’s important to understand that Elasto Proxy does not make the materials we buy and store. Rather, we convert these materials into custom products, such as gaskets, that have application-specific shapes and sizes. Sometimes, we cut flat gaskets from sheet materials. Often, however, we fabricate custom gaskets from extrusions that we cut into lengths and then bond together.
Keep reading to learn more about gasket cutting and bonding, the two main gasket fabrication processes. Elasto Proxy can also apply a pressure-sensitive adhesive (PSA) tape or use a heat-activated taping system (HATS) for gaskets that don’t require fasteners. In addition, we offer value-added services such as parts marking for gaskets that require a visible identifier such as an item number. Contact us to discuss your gasketing project or to request a quote.
Gasket Cutting with Water Jet Equipment
Elasto Proxy uses water jet equipment to convert stock or custom-ordered materials into gaskets. There are two forms of water jet cutting, and we provide them both.
- Pure water jet cutting is for softer, thinner materials such as rubber and plastic sheets. It’s also used for rubber and plastic extrusions that do not contain metal inserts.
- Abrasive water jet cutting is used for harder-to-cut rubber products, such as bulb trim, that contain metal inserts for reinforcement. It’s also used with thicker and softer materials.
How Water Jet Cutting Works
During water jet cutting, a pump generates water pressures that are measured in tens of thousands of pounds per square inch (PSI). Next, this pressure is converted into velocity. Water then travels into a cutting head and through a jewel orifice that restricts the flow. The high-pressure stream of water that is dispensed onto the workpiece provides the cutting action. Abrasive water jet cutting uses this same basic process, but garnet abrasive is mixed into the stream for more aggressive cutting.
With both processes, there’s never any tooling to wait for or pay for. This makes water jet cutting a great choice for quick turn, iterative prototyping. Water jet cutting is also ideal for production runs of gaskets in low to medium volumes. Because our water jet equipment is computer-controlled, Elasto Proxy uses your computer-aided design (CAD) file to create a computer-aided manufacturing (CAM) file for either our gantry-style machines or industrial robot.

Advantages of Water Jet Cut Gaskets
Speed, precision, and flexibility are just some of the advantages that water jet cutting provides. From fine, fast cuts to parts nesting for greater material yields, our water jet technology supports the efficient production of gaskets in a wide range of sizes. Water jet cutting’s smooth joints and clean edges also produce gasket lengths that are easier to bond. Dovetail cuts, chamfered edges, holes for fasteners, and 90° corners are all readily achievable.
Compared to other gasket-cutting methods, water jet cutting has distinct advantages. For example, the guillotine cutting that’s used for rubber profiles with metal inserts can deform the rubber and produce cuts with inconsistent quality. Die cutting requires a custom metal tool, puts pressure on the workpiece, and can distort gasket edges. Laser cutting can burn and harden the gasket material. CNC machines require tooling and, like other gasket-cutting methods, may distort softer elastomers.
Gasket Bonding for Finished Gaskets
Elasto Proxy bonds lengths of rubber and plastic into frame-like gaskets. We can also provide you with continuous gaskets (endless gaskets) for rounded structures such as portholes, marine doors, and hatches. Depending on what you need, we offer four ways to bond the gasket lengths that we cut.
- Hot Splicing
- Vulcanization
- Cold Bonding
- Molding
Hot Spliced Gaskets
Hot spliced gaskets use heat, pressure, and polyethylene (PE) film. This bonding technique is called “hot” because it requires either a conventional heat source or infrared light (IR). Generally, the gasket material determines the heat source. Hot splicing is often used with gaskets that have 90° corners, but it can also support 45° miter cuts and endless gaskets. Typically, hot splicing is used with higher production volumes.

Vulcanized Gaskets
Vulcanized gaskets use heat, pressure, and uncured rubber that’s made of the same elastomer as the cut lengths. With vulcanization, uncured rubber is applied to the ends. After the ends are pressed together, the joint is placed into a hot mold. Vulcanization can’t match hot splicing in terms of results, but vulcanized seals and gaskets are good for low volumes.
Cold Bonded Gaskets
Cold-bonded gaskets are joined manually with a brush and glue. This technique is called “cold” because no heat is applied to the ends of cut lengths. Bonding systems include low, medium, and high-viscosity adhesives in cyanoacrylate, silicone, and epoxy chemistries. Cold bonding is more expensive than hot splicing, but glued gaskets are a good choice for low volumes.
Gaskets with Molded Corners
Molding is the only bonding technique that can create gaskets with rounded corners. It’s also a good choice for gaskets with 90° corners that will be stretched and for seals with challenging shapes. Molded gaskets require a metal tool (the mold), but molding produces stronger joints than other gasket bonding methods.
Ask Elasto Proxy About Gasket Fabrication
Do you have questions about gasket fabrication? Elasto Proxy specializes in providing manufacturers with low-to-medium volumes of custom gaskets. To get what you need, contact us.