Better bonded gaskets improve quality and perceptions of quality. They reduce labor costs and support sales, too.
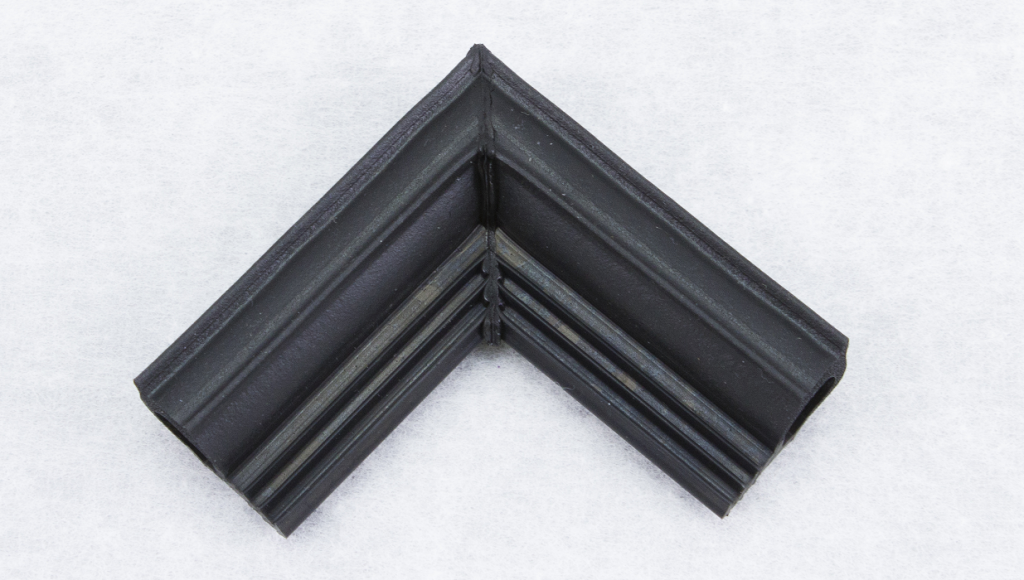
Finished gaskets need strong bonds to provide reliable sealing and insulation. In applications where rubber gaskets are visible, bonds that look better also suggest higher product quality. Buyers of specialty vehicles, commercial ovens, and electrical enclosures (just to name a few) don’t want to see bonded gaskets that look like they’re ready to pull apart in the corners or that need touch-ups.
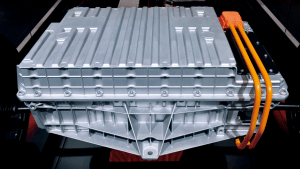
Even in applications (such as HVAC systems) where finished gaskets are hidden, failure is expensive. Replacing the rubber seal in an air conditioning unit may cost more than you realize. In addition to paying for a replacement part, there are direct labor costs. Indirect costs including traveling to and from the job site, scaling ladders, pulling and replacing panels, and completing paperwork. Over time, it all adds up.
Gasket bonding may seem simple, but it’s skilled labor. You can buy your bonded gasket equipment, but machines don’t come with expertise. Even in an age of digital manufacturing, some activities still require craftsmanship. Plus, some bonding methods require cuts that you don’t have the equipment to make. You can try using guillotine saws or hand tools, but you can’t match water jet cutting.
Four Ways to Bonded Gaskets
There are four ways to bond or join the ends of rubber profiles into finished gaskets.
- Hot Splicing
- Vulcanization
- Cold Bonding
- Molding
Each bonding or joining method has advantages, but what’s the right choice for your application? And if you’re bonding gaskets in-house, are you compromising quality, sacrificing sales, and paying too much – regardless of bonding method? Let’s take a look at what you need to think about.
Hot Splicing
 Hot splicing uses heat, pressure, and a PE film to bond the ends of rubber gaskets. Some film splices are 90°, but hot splicing also supports miter cuts. You can try to get 45° cuts with a guillotine saw, but you probably won’t like the results. The work is time-consuming and the cuts aren’t clean. Besides, hot splicing needs clean, straight cuts for bonding. Abrasive water jet cutting can do the job, as this video shows.
Hot splicing uses heat, pressure, and a PE film to bond the ends of rubber gaskets. Some film splices are 90°, but hot splicing also supports miter cuts. You can try to get 45° cuts with a guillotine saw, but you probably won’t like the results. The work is time-consuming and the cuts aren’t clean. Besides, hot splicing needs clean, straight cuts for bonding. Abrasive water jet cutting can do the job, as this video shows.
Vulcanization
 Vulcanization is more forgiving than hot splicing since the cuts don’t have to be smooth and precise. It’s fine for low volumes of O-rings, but not for higher volumes of other rubber products. You might be able to vulcanize some gaskets in-house, but at what cost? If you’re using a $25/hour welder to vulcanize a gasket, you’re paying too much in labor. There could be significant material waste from mis-cuts, too.
Vulcanization is more forgiving than hot splicing since the cuts don’t have to be smooth and precise. It’s fine for low volumes of O-rings, but not for higher volumes of other rubber products. You might be able to vulcanize some gaskets in-house, but at what cost? If you’re using a $25/hour welder to vulcanize a gasket, you’re paying too much in labor. There could be significant material waste from mis-cuts, too.
Cold Bonding
 Cold bonding is a manual process that’s performed with a brush and an adhesive or glue. It’s more expensive than hot splicing, but costs less than molding (see below) because there’s no metal tooling. Typically, cold bonded or glued gaskets are produced in low-volumes. This manual process can be labor-intensive, however. It also requires the kind of expertise that a machine can’t provide.
Cold bonding is a manual process that’s performed with a brush and an adhesive or glue. It’s more expensive than hot splicing, but costs less than molding (see below) because there’s no metal tooling. Typically, cold bonded or glued gaskets are produced in low-volumes. This manual process can be labor-intensive, however. It also requires the kind of expertise that a machine can’t provide.
Molding

Molding is the only bonding technique that can create rounded corners for rubber gaskets. It’s also recommended for gaskets with corners that will be stretched or pulled, and for bulbs with difficult shapes. Compared to hot splicing, molding produces stronger joints and offers increased resistance to leaking. Because molding requires tooling, you’ll need to get the dies right so that you don’t have to scrap them.
Get the Elasto Pak
Elasto Proxy is an experienced gasket fabricator that provides a choice of joining methods. Our capabilities include hot splicing, vulcanization, cold bonding, and molding. We also keep hundreds of profiles in stock and have water jet cut cutting and abrasive water jet cutting equipment. To see samples of our rubber products – including bonded corners – ask for the Elasto Pak.