Manufacturers who outsource their gasket splicing and bonding to Elasto Proxy can save time and money during production. Although you can buy coils of rubber from us and make your own gaskets, splicing involves measuring each piece and cutting it to length. There’s a labor cost to this, of course, but there’s also the cost of material waste from incorrect measurements or miscuts.
Splicing may seem simple, but what if you need gaskets that are drilled or notched? For example, you might need vent holes to release air or corner notches to relieve stress concentrations. It can be challenging to cut these features by hand to precise dimensions. You could use die cutting instead, but the tooling that’s required doesn’t make it cost-effective at lower volumes.

Elasto Proxy cuts rubber profiles with water jet equipment that makes quick, clean, and consistent cuts. Our computer-controlled machines provide greater consistency than hand tools, and our tool-less equipment can cut vents, holes, and other features with precision. We also offer a choice of gasket bonding methods for the volumes that you need.
Keep reading to learn more and, if you’re a manufacturer, contact us to discuss your application.
Gasket Splices
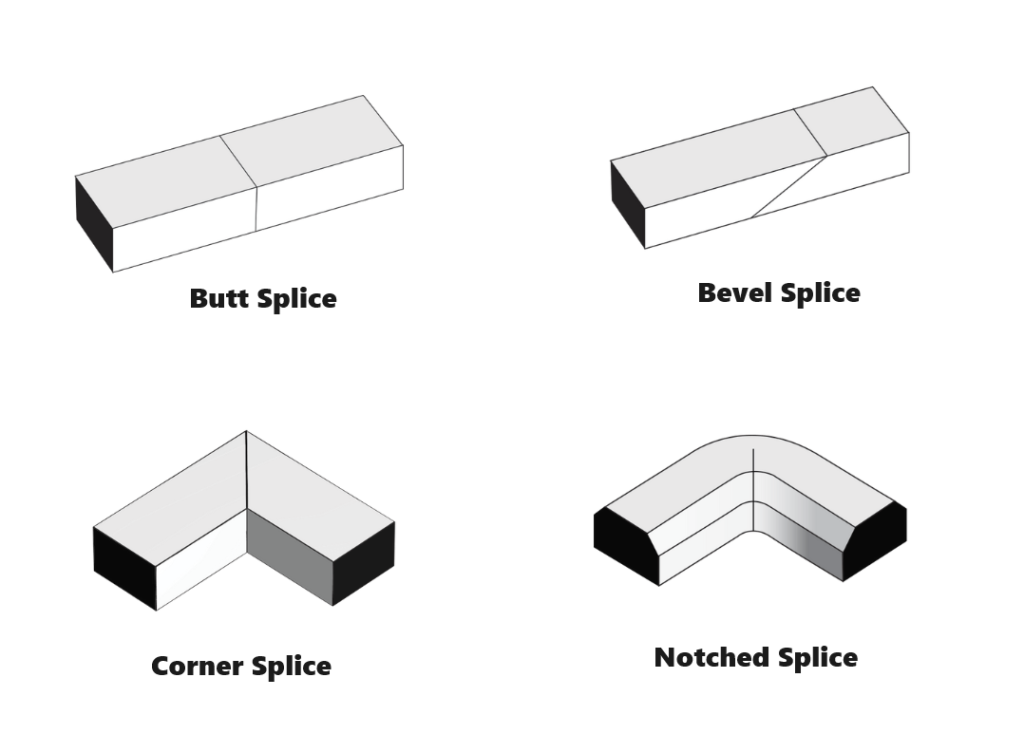
There are four main types of gasket splices.
- Butt splices are used with round gaskets where there isn’t significant strain on the joint. They’re also used with O-rings.
- Bevel splices provide an alternative to butt splices. Bevel splices produce stronger joints because they have a larger cross-sectional bonding area.
- Corner splices are used with square or rectangular gaskets that resemble a traditional picture frame with right-angled corners.
- Notched splices provide an alternative to corner splices and are used in frame-style gaskets with rounded corners. Gaskets with notched splices also need one butt splice.
Gasket Bonding Methods
Elasto Proxy provides four ways to bond cut lengths into finished gaskets.
- Hot splicing
- Vulcanization
- Cold bonding
- Molding
Each bonding method has its advantages, as the following section explain.
Hot Splicing
Hot splicing uses heat, pressure, and thin polyethylene (PE) film splice. Most film splices are 90°, but hot splicing also supports 45° miter cuts and endless gaskets
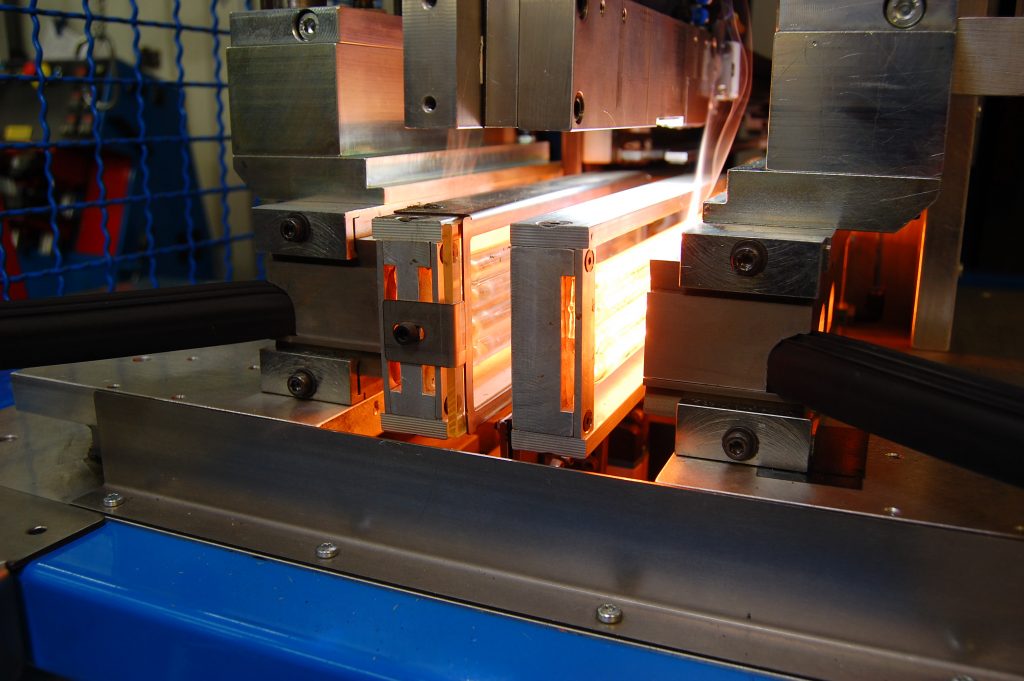
For the heat source, hot splicing can use either a conventional heater or infrared (IR) light.
- Conventional hot splicing is used with silicone gaskets.
- Infrared hot splicing is used with other types of rubber, such as EPDM and neoprene. It’s also used with sponge rubber profiles (except silicones) and with larger gaskets.
Both hot splicing methods create strong bonds and support high production volumes. However, IR splicing has faster cycle times and requires less post-production trimming.
If you’re considering hot spliced gaskets, remember that you’ll need the type of clean, straight cuts that Elasto Proxy’s water jet equipment can produce – and that you won’t get with hand tools.
Vulcanization
Vulcanization uses heat, pressure, and uncured rubber. This uncured elastomer is made of the same material as the gasket and applied to the ends of the cut lengths. The ends are then pressed together, and the joint is placed in a hot mold where the uncured rubber solidifies.
Vulcanization can’t match hot splicing in terms of results, but vulcanized gaskets are good for low volumes. Compared to hot splicing, vulcanization is also more forgiving since the cuts don’t have to be as smooth and precise.

Cold Bonding
Cold bonding is a manual process that’s performed with a brush and an adhesive or glue. It’s called “cold” because no heat is applied to the ends of the gasket. The glues that are used include adhesives with cyanoacrylate, silicone, or epoxy chemistries.
Cold bonding doesn’t require metal tooling or equipment, but glued gaskets won’t last as long as hot spliced ones. Cold bonding is typically used with lower volumes, but Elasto Proxy can support higher volumes of glued gaskets by adding more labor resources to your project.

Molding
Molding requires metal tooling (the mold) and a C-frame rubber injection molding press. It produces stronger joints than hot splicing and is the only gasket bonding technique that can create rounded corners.
Molding is recommended for gaskets with corners that will be stretched or pulled, and for bulbs that have unusual shapes. Because molded corners provide increased leak resistance, molding is also a good choice for door and window seals.
Generally, molding is used with higher production volumes so that the cost of the tool can be spread across a greater number of gaskets for a lower unit cost. Note, however, that molded corners are not recommended for sponge rubber or silicone gaskets.

Outsource Your Gasket Splicing and Bonding
If you’re a manufacturer, you know how hard it is to find skilled labor these days. By outsourcing your gasket splicing and bonding to Elasto Proxy, you can better utilize the labor resources that you have while saving time and money in production. Contact us to discuss your application.