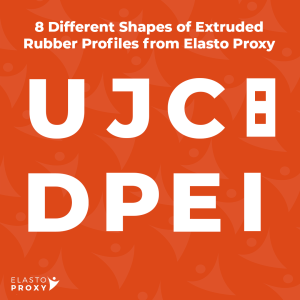
Rubber Profile Shapes for Seals and Gaskets
Rubber profile shapes often look like letters. Find the U, J, C, D, P, E, and I shapes you need plus rectangular rubber profiles.




Rubber profile shapes often look like letters. Find the U, J, C, D, P, E, and I shapes you need plus rectangular rubber profiles.

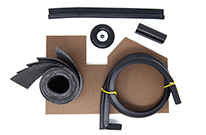
Elasto Proxy makes seals, gaskets, and insulation for the bus, truck, and specialty vehicle industries. That’s not all we can do for you.